
.svg)
How the Roofing Industry Solved Outdoor Storage Damage at the Pallet
Why the largest North American roofing manufacturers standardize on stretch hooding for end-of-line packaging.
If you manufacture commercial roofing materials in North America, polyiso insulation panels, roofing rolls, rubberized underlayment, or modified bitumen, there is a very good chance the most respected names in your space already run the same end-of-line packaging equipment. Five of the largest roofing and insulation manufacturers operating across the United States have standardized on stretch hooding from a single supplier.
That is not a coincidence. It is the result of a documented operational problem that almost every roofing manufacturer eventually runs into, and a packaging system that solves it cleanly enough to win the same conversation across plant after plant.
This article walks the entire problem-and-answer arc: why outdoor storage and flatbed shipping make roofing one of the hardest pallet packaging challenges in building products, why spiral stretch wrap fails in this specific application, what stretch hooding actually does differently, and the production numbers that have made the conversation almost predictable across the largest plants in the category.
Why Roofing Is the Hardest Pallet Packaging Challenge in Building Products
To understand why this category converged on a single answer, you have to understand what actually happens to a roofing product after it leaves the production line.
A roofing contractor purchases polyiso insulation panels, underlayment rolls, or modified bitumen materials and arranges delivery to a job site. Those materials arrive on flatbed trucks. They are offloaded with a crane and staged on the ground. The roof does not go up the day the materials arrive. They sit exposed to rain, UV, humidity, and temperature swings for days, weeks, sometimes longer. Eventually, a larger crane lifts them to roof level.
Every hour of that outdoor exposure is a threat to product integrity. Water infiltration in polyiso panels degrades thermal performance. Moisture in underlayment rolls creates adhesion problems. UV exposure compromises surface treatments. A pallet that arrives at the job site wet, warped, or damaged is a rejected delivery, and the cost comes back to the manufacturer.
THE CORE OPERATIONAL REALITY: Outdoor storage and flatbed shipping are not edge cases for roofing. They are the standard operating environment. The packaging system is the only line of defense between a good pallet and a rejected delivery, and the cost of rejected deliveries lands on the manufacturer, not the contractor.
Why Spiral Stretch Wrap Fails Roofing Manufacturers
Spiral stretch wrap is the workhorse of pallet packaging across most industries. For indoor products, in enclosed trailers, with simple rectangular loads, it performs the job. For roofing, it has four structural failure modes, each of which a roofing plant manager has either lived through or seen in a chargeback report.

Four failure modes of spiral stretch wrap on roofing products: open-top failure, cylinder skip, throughput ceiling, and reel-change cost. Diagram shows each failure mode in a numbered card layout.
Each of those failure modes can be patched temporarily. A manual top sheet can be added. A second wrap pass can be run. Operators can be trained to slow down for cylindrical loads. The patches work until production volume goes up, and then they stop working all at once.
The throughput ceiling is the failure mode that closes the conversation. A polyiso line built to produce 140 pallets per hour cannot ship 140 pallets per hour through a wrapper that tops out at 80. The line gets paced by the wrapper. Peak season demand becomes peak season inventory backup, sitting on the floor waiting for the packaging line to catch up. Every hour of that backup is a product that did not ship.
What MSK Stretch Hooding Does Differently
A stretch hood is not an incremental improvement on a stretch wrapper. It is a fundamentally different approach to pallet protection, built around a single principle: fully enclose the load on all five sides in a single automated step.
The system pulls a tubular polyethylene film from a reel, stretches it simultaneously in four directions using a belt-stretch mechanism, pulls it down over the pallet load from top to bottom, and releases. The film's elasticity creates consistent tension across all five surfaces, four sides plus the top. The load is fully enclosed, weatherproof, and stable. No top sheet. No manual intervention. No variation pallet to pallet.
For shrink hooding used where maximum load stability is the priority, a heat-shrink film hood is applied that conforms precisely to the load shape. A patented undershrink process tucks the film underneath the pallet base, creating grip from below that no conventional system replicates.
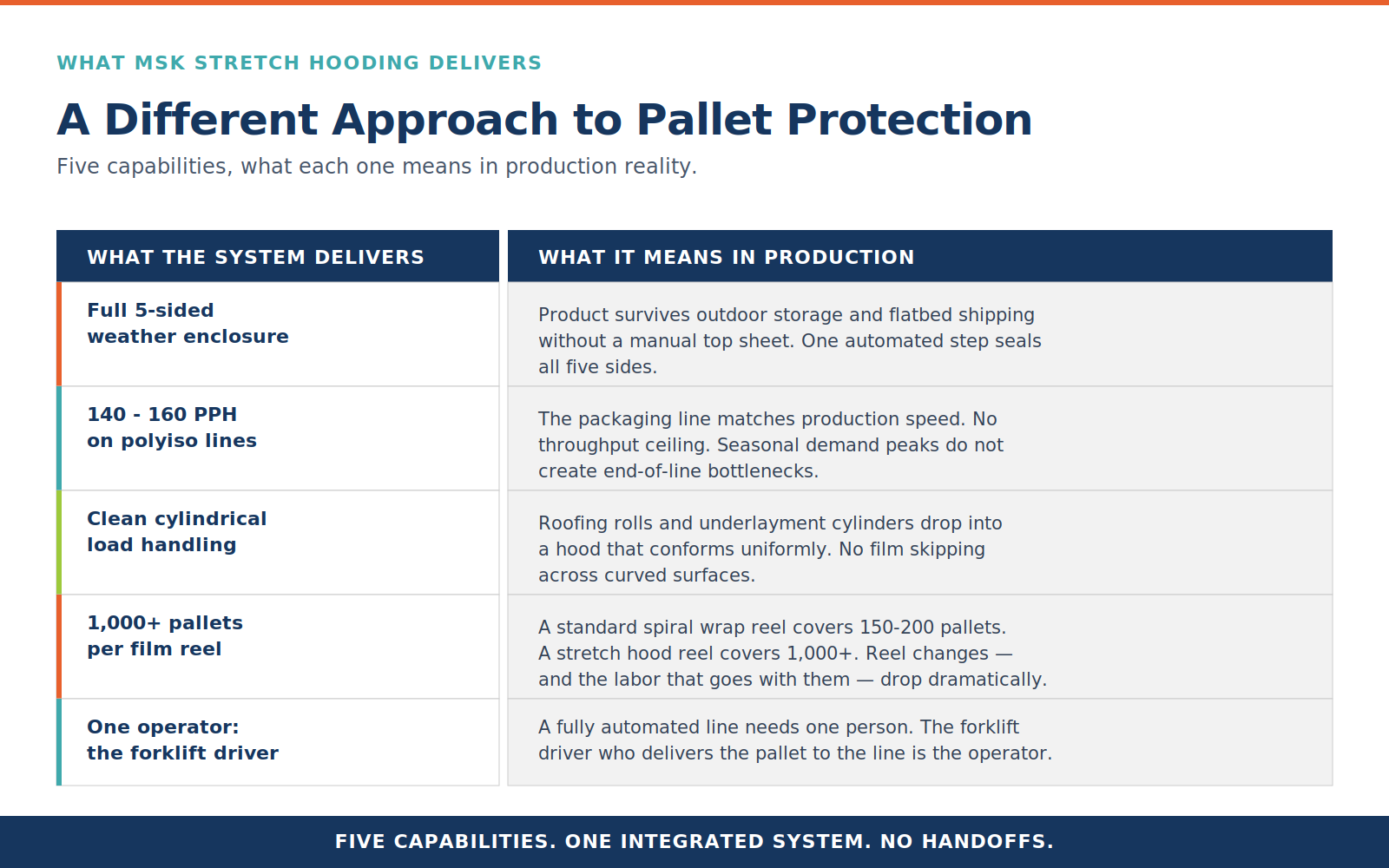
What MSK stretch hooding delivers for roofing manufacturers: full 5-sided weather enclosure, 140 to 160 pallets per hour on polyiso lines, clean cylindrical load handling, 1,000+ pallets per film reel, and one-operator automation.
The Single Number That Closes the Conversation
Throughput is where the ROI math begins for any roofing manufacturer evaluating stretch hooding. The weather protection, the film savings, and the labor reduction are additional and significant, but the throughput case alone often closes the conversation.
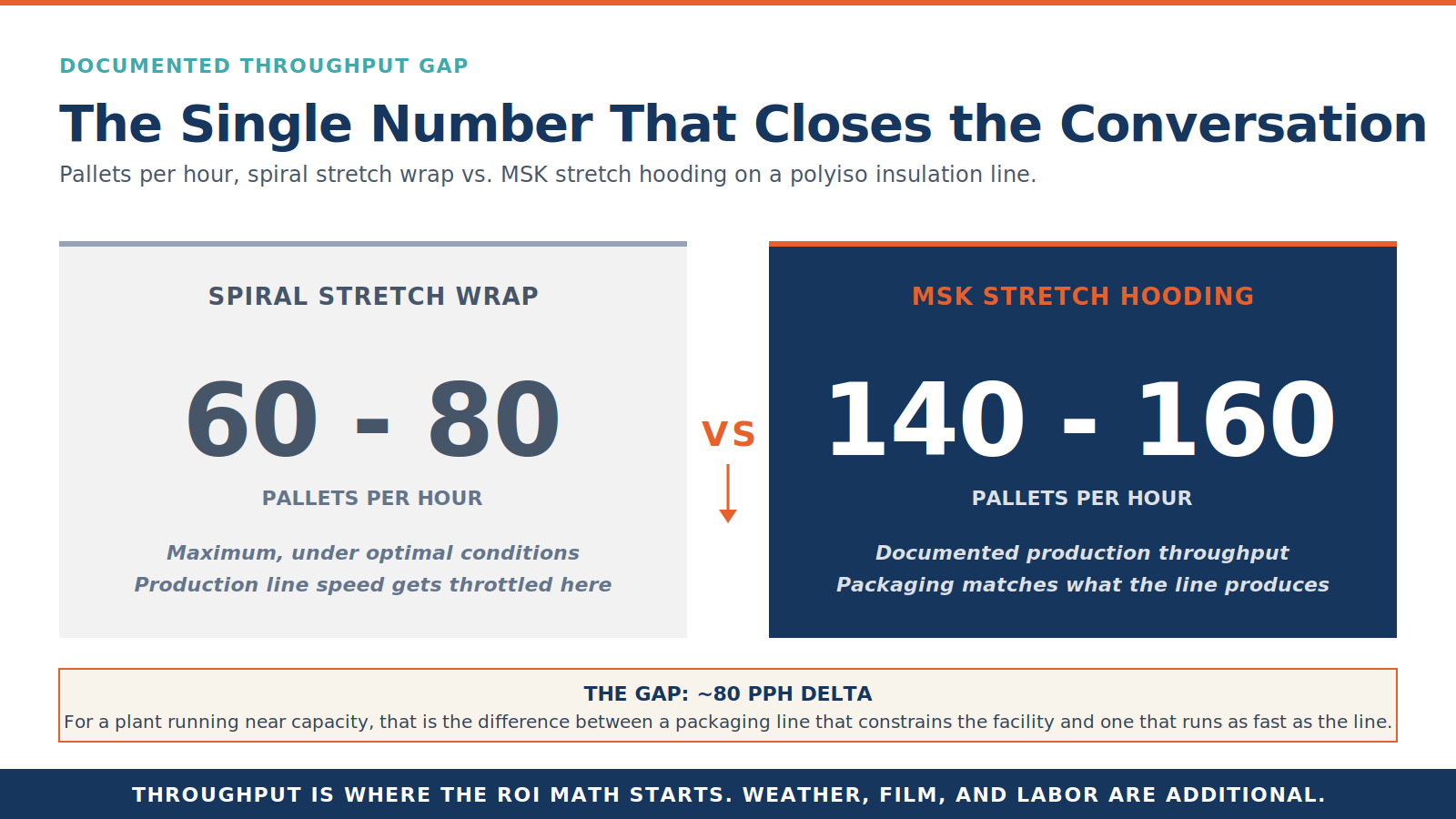
Documented throughput comparison: spiral stretch wrap at 60 to 80 pallets per hour versus MSK stretch hooding at 140 to 160 pallets per hour on a polyiso insulation line. Visual showing the 80 PPH delta as the structural ROI driver.
That gap of an 80-PPH ceiling against a 140-to-160-PPH actual production throughput is the single most compelling number in the stretch hooding conversation for roofing and insulation manufacturers. It represents the difference between a packaging line that constrains the facility's output and one that runs as fast as the production line demands.
For a manufacturer running near capacity during peak roofing season, the math is direct. Add the missed pallets per hour to the cost of weather damage claims, to the labor at the packaging line, to the film consumption per pallet, and the payback period typically lands inside 12 to 18 months on projects that capture all four savings buckets.
What the Roofing Install Base Looks Like
MSK's documented roofing and insulation customer base in the United States includes manufacturers across every category that drives commercial and residential construction:
Polyiso rigid board insulation producers the highest-volume roofing application, where MSK lines run consistently at 140 to 160 pallets per hour across multiple facilities.
Commercial roofing roll and modified bitumen producers where flatbed shipping and outdoor staging are the default, and where five-sided protection is the actual product requirement.
Rubberized underlayment producers cylindrical loads, sensitive to moisture, where spiral wrap fails the geometry test before it fails the weather test.
Mineral wool and flexible insulation producers where pallet stability and outdoor exposure are both factors, and where the same hooder model serves both stretch and shrink applications.
Roofing felt and synthetic underlayment producers where film coverage of irregular roll geometries needs to be uniform, every pallet, with no operator dependence.
WHAT THE CONCENTRATION TELLS YOU: When five of the most recognized names in commercial roofing and polyiso insulation across North America have evaluated the alternatives and standardized on the same equipment manufacturer, that is a signal. These are not pilot programs. These are production systems running at the throughput levels commercial roofing manufacturing demands.
When Stretch Hooding Fits and When It Does Not
This is the question most equipment manufacturers refuse to answer. The honest answer matters more than the optimistic one, because a stretch hood system that gets installed in the wrong operation is an expensive mistake that the manufacturer carries for a decade.
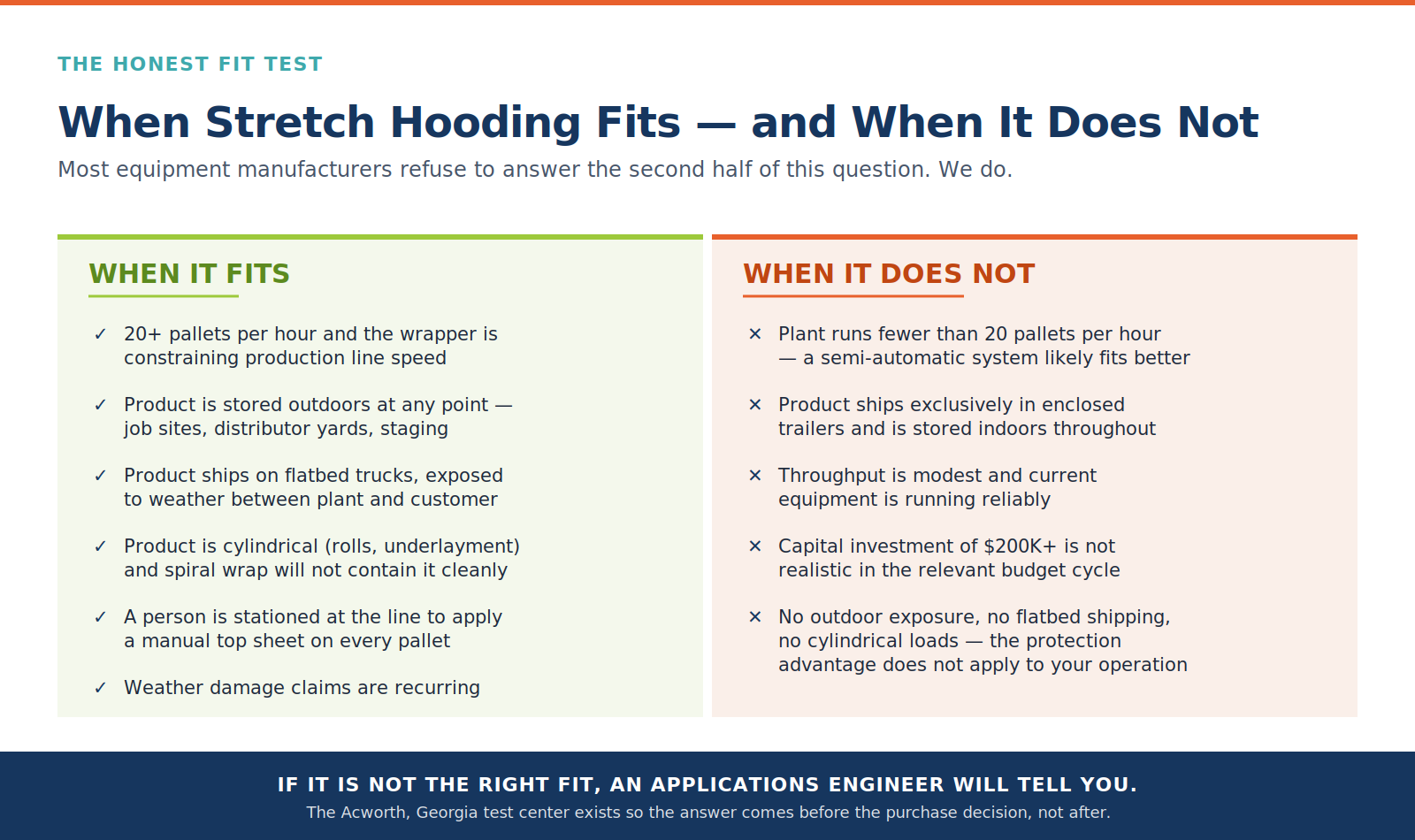
When MSK stretch hooding fits and when it does not six conditions in the green column where stretch hooding is the right answer for a roofing operation, five conditions in the orange column where it is not.
If three or more conditions on the left match a roofing operation, the conversation is worth having. If most of the conditions on the right match instead, a different solution manual, top sheets with reliable spiral wrap, a semi-automatic system, or no change at all, is likely the better answer. An applications engineer will say so. The test center evaluation in Acworth, Georgia, exists specifically so that the answer arrives before the purchase decision, not after.
What the Evaluation Process Actually Looks Like
The path from a first conversation to a working production system tends to follow a consistent five-step sequence:
1. Initial conversation. A 30-to-45-minute discovery call covers current throughput, product type, load dimensions, outdoor storage situation, current packaging method, and stated pain. The output is a directional fit assessment.
2. Site visit. For serious projects, applications engineers visit the facility and assess the existing footprint, production flow, and constraints. Replacement and new installation projects are designed around the actual plant layout, not a generic spec.
3. Test center evaluation. Customers bring their actual product, their film, and their engineering team to the Acworth, Georgia, test center. The product runs through the equipment. Transport simulator testing validates load stability under shipping conditions. If the equipment does not perform for that specific product, the answer is given before the order is placed.
4. Project engineering and installation. US-based project managers handle the work from order through commissioning. Installation is performed by direct technicians, not subcontractors. Training occurs on-site during commissioning.
5. Service and support. 24/7 service is standard for contracted customers. Remote diagnostics via cloud connection allow engineers to reach the machine's PLC within minutes of a service call, resolving most issues without technician travel. Spare parts are manufactured in-house, which means parts remain available for decades, not discontinued when a corporate owner decides they are unprofitable.
Frequently Asked Questions
Questions that come up consistently across roofing manufacturer conversations.
How much does an MSK stretch hooding system cost for a roofing manufacturer?
Investment ranges from approximately $140,000 to $200,000 for entry-level single-line configurations, $500,000 to $1 million for standard replacement or new installation projects, and $1 million or more for full end-of-line systems that include robotic palletizing, conveyors, and the hooder. For a roofing or polyiso insulation plant, the most common project range is $500,000 to $1 million. Operations not ready to invest at that level are typically better served by a semi-automatic solution, and an applications engineer will say so.
What is the ROI timeline for a stretch hooding system at a roofing plant?
ROI depends on the specific operation, but the primary drivers are throughput increase (60 to 80 PPH ceiling rising to 140 to 160 PPH on polyiso lines), labor reduction (typically to one operator from a multi-person crew), material savings (one hooding reel covers more than 1,000 pallets versus 150 to 200 for spiral wrap), and damage reduction (weather damage claims and rejected deliveries). For building materials manufacturers specifically, payback timelines of 10 to 18 months are documented on projects that capture all four savings buckets.
Can MSK replace an existing Lachenmeier or other aging hooder at a roofing plant?
Yes. Multiple Lachenmeier units (now sold under the Signode brand) have been replaced in the roofing and building materials sector. The replacement process begins with a site visit to assess the existing footprint and layout constraints. Most replacement projects result in a throughput increase over the original machine, because hooders installed 10 to 15 years ago were built to throughput standards that current production lines have surpassed. Service responsiveness the most commonly cited reason roofing manufacturers look for alternatives to aging European hooders, is also addressed by a US-based service team specifically trained on stretch hooding rather than a general industrial service organization.
What film does stretch hooding use, and is it different from stretch wrap film?
Stretch hood film is a tubular polyethylene film, distinct from standard stretch wrap film. It is sized to fit the specific pallet dimensions and engineered for the stretch hood application. Film thickness typically runs 50 to 100 microns. One stretch hood reel covers 1,000 or more pallets compared to 150 to 200 pallets for a standard stretch wrap reel, meaning reel change frequency drops dramatically. MSK works with multiple domestic and European film suppliers and helps customers specify the correct film for their specific load type and dimensions.
How is service handled for roofing plants that run 24/7?
24/7 service is standard for contracted customers. Remote diagnostics via cloud connection allow engineers to reach a machine's PLC within minutes of a service call, resolving most issues without technician travel. For on-site service, a US-based service team handles dispatch with regional spare parts inventory for common components. Spare parts are manufactured in-house with high production depth, which means components remain available for decades, not discontinued when a corporate owner decides they are unprofitable.
Are palletizers also part of the system?
Yes. Both robotic palletizers and conventional high-level and low-level palletizers are integrated with the hooding system under one PLC, one HMI, and one service relationship. For roofing and insulation manufacturers who need to address both palletizing and end-of-line packaging, buying both from a single supplier eliminates the complexity of managing two vendors with two control systems and two service relationships.
What roofing product types have been packaged successfully?
Polyiso rigid board insulation panels (the highest-volume application, running at 140 to 160 PPH at multiple facilities), commercial roofing rolls and modified bitumen rolls on pallets, rubberized underlayment in cylinder form, roofing felt and synthetic underlayment, and mineral wool and flexible insulation products. The common thread is outdoor storage or flatbed shipping. Any roofing or insulation product that will be exposed to weather at any point in the distribution chain is a candidate for stretch or shrink hooding.
How do I find out if stretch hooding is right for my roofing operation?
The starting point is a 30-to-45-minute conversation with an applications engineer about your current operation: throughput, product type, outdoor storage situation, and what is not working with the current packaging approach. If it looks like a fit, the next steps are a site visit and, for serious projects, a production test at the Acworth, Georgia, test center using your actual product. If it is not a fit, that answer is given directly.
The Bottom Line for Roofing Manufacturers
The largest commercial roofing and polyiso insulation manufacturers in North America have evaluated the alternatives and standardized on stretch hooding for end-of-line packaging. They run flatbeds. They store outdoors. They run polyiso lines at 140 to 160 pallets per hour. The packaging system is the line of defense between a good pallet and a rejected delivery, and they have already chosen which line of defense they trust.
If your roofing or insulation plant is running spiral stretch wrap with outdoor storage in the supply chain, if the packaging line throughput is below what the production line demands, or if the current hooding equipment is aging and service response is becoming a problem, the conversation is worth having. The ROI math is well-documented. The fit test is honest. The answer comes before the purchase decision, not after.
If none of those conditions match, the conversation probably is not worth having yet and an applications engineer will tell you that, too.

Talk to Emma the AI agent trained on the full MSK product line and 50 years of end-of-line packaging experience. Call EMMA at 216-350-2137 or talk to David Marinac at Specialized Packaging Marketplace. 216-373-1005.
Published by Specialized Packaging Marketplace, the marketplace and content platform built specifically for specialized packaging manufacturers and equipment suppliers. SpecPkgMarketplace.com
Ready to find your packaging partner?
Join hundreds of manufacturers and buyers already using PackageLink to streamline their sourcing process.