

How to Downgauge Stretch Hood Film Without Losing Load Stability. And Win Twice on Weight.
Most plant managers are running film that is over-specified for the load. The fix saves money and improves stability at the same time.
What does downgauging actually mean?
Downgauging means running thinner stretch hood film, with the right tube diameter for the load, on equipment that is dialed in.
It does not mean cheap film. It does not mean cutting corners. It means matching the film specification to the actual load instead of over-specifying out of habit.
The reason most plants are over-specified is simple. The original film spec was set years ago, often by the equipment vendor or the film salesperson, and nobody has revisited it since. Loads have changed. Equipment has been updated. The film has not.
Why does downgauging win twice on weight?
This is the part that surprises most plant managers.
Stretch hood film is bought by weight. Pounds, not pallets. Every dollar on the film invoice is a dollar per pound multiplied by pounds delivered.
When you downgauge, two things happen at the same time. The film is thinner, so each square foot of film weighs less. The tube diameter can also be reduced for many load profiles, so each pallet uses less film overall.
Thinner film plus smaller tube. Two reductions on the weight side of the math, on the same invoice line.
That is the double win. Most cost-reduction conversations only get one of the two. Downgauging done correctly gets both.
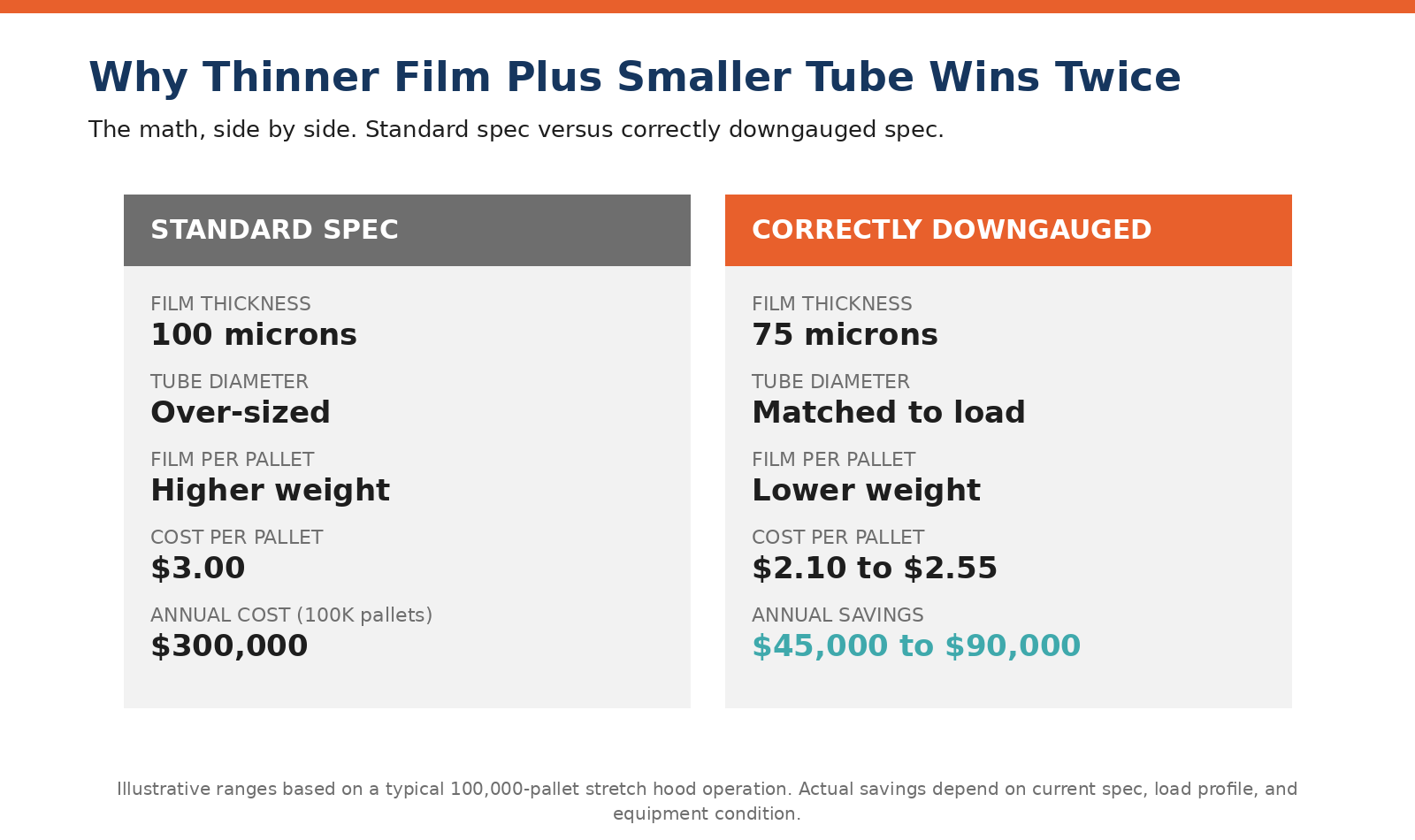
A diagram showing how thinner film plus smaller tube diameter reduces total film weight per pallet, with cost-per-pallet comparison.
How can a thinner film also improve load stability?
This is the counterintuitive part. A thicker film does not automatically mean better stability.
The stretch hood works because the film is stretched horizontally before it is pulled down over the load. The film recovers, gripping the load on five sides. The stability comes from the recovery force, not from the raw thickness.
Recovery force depends on three things. The film formulation (mono versus three-layer co-extruded). The die size and blow-up ratio at the extruder, which determine how the film behaves under stretch. And the match between the tube diameter and the load dimensions.
A correctly specified thinner film recovers more against the load than an oversized thicker film that has too much slack. The thicker film looks like it should be stronger. The math says otherwise.
According to MSK Covertech's US operations leadership, this pattern shows up repeatedly when MSK walks into plants running competitor equipment. The plant is using thicker film than the load requires, with a tube diameter set for the largest pallet it ever runs, and the day-to-day loads are getting less stability than they should because the film is not recovering tight enough.
How much can downgauging actually save?
Real ranges, no fabrication.
A typical mid-sized stretch hood operation runs roughly 50,000 to 150,000 pallets per year. Stretch hood film costs run in the range of two to four dollars per pallet at standard specifications.
A correctly executed downgauge often reduces film cost per pallet by 15 to 30 percent. On a 100,000-pallet operation at three dollars per pallet, that is a range of 45,000 to 90,000 dollars per year. No capital request. No new equipment. Same operators. Same throughput.
The ROI on a downgauging audit is measured in months, not years, because there is no equipment cost. The investment is engineering time and a film trial.
What is the MSK diagnostic process?
The diagnostic is straightforward. It is not a sales call. It is a 30-minute conversation that often produces a savings number before any equipment decision is on the table.
Step one. Pull the current film spec sheet. Thickness, formulation, tube diameter, and manufacturer.
Step two. Pull the load profile. Pallet dimensions, weight, height, product type, outdoor or indoor storage, and transport mode.
Step three. Compare to the documented spec for similar loads in MSK's installation history. According to MSK Covertech's documented installation history, MSK equipment has been deployed across roofing, building materials, cement, paper, flooring, appliance, and distribution categories, which means there is usually a comparable reference point.
Step four. Identify the gap. Most often, the gap is one of three patterns. Film is over-thick for the load. Tube diameter is oversized. Or both.
Step five. Recommend a film trial. The trial is run on a small lot, the loads are tested for stability and transport, and the math is verified before any change is rolled out plant-wide.
When is downgauging the right move and when is it not?
Three conditions need to be present for downgauging to work.
The current film must actually be over-specified. If the load is already at the minimum spec, there is no headroom.
The hooder must be in good mechanical condition. A worn machine cannot stretch consistently, which means the thinner film will not recover correctly. A film audit on aging equipment may identify a different conversation, which is whether the equipment itself needs attention.
The load profile must be consistent enough to test against. A plant that runs wildly different loads day to day has less room for downgauging because the film spec has to cover the worst case.
If those three conditions are present, downgauging is one of the highest-ROI cost moves available.
A self-audit you can run before calling anyone
A plant manager can run a basic version of this diagnostic without an outside conversation. The full audit benefits from a second set of eyes, but the starting questions are simple.
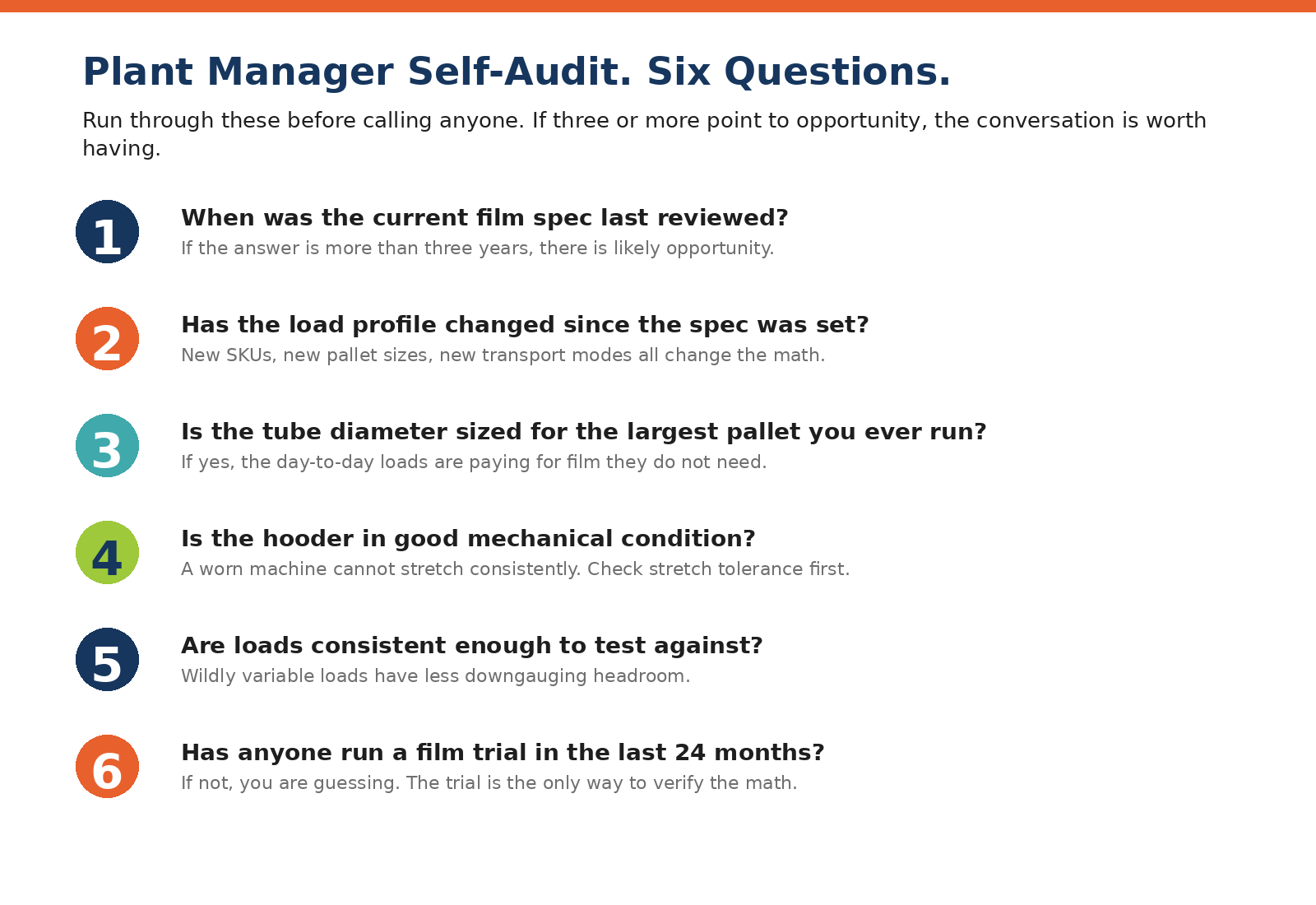
A six-question self-audit checklist for plant managers to evaluate downgauging readiness.
If the answers point to opportunity, a 30-minute conversation is the next step. If the answers point to no opportunity, the audit just saved a meeting.
FAQ
How long does a downgauging trial take?
A typical trial runs two to four weeks. The first week is film delivery and setup. Weeks two and three are running the new spec on a controlled portion of production with stability and transport testing. Week four is data review and a roll-out decision.
Will my film supplier resist a downgauging conversation?
Some will. Film is sold by weight, and a thinner spec at a lower volume is a smaller invoice. The honest version is that good film suppliers value the long-term relationship more than a single year's invoice and will support a properly engineered downgauge. Suppliers that resist are telling you something about how they prioritize the account.
Can MSK do this audit on equipment that is not from MSK?
Yes. The film conversation is brand-agnostic. MSK regularly walks into plants running Lachenmeier, Möllers, Signode, or other equipment to discuss film optimization. The downgauging math, the supplier landscape, and the load mechanics are the same regardless of who built the machine.
How does this fit with the current resin price environment?
Downgauging is the most direct response a plant manager can take to rising LDPE resin prices. Resin cost increases hit every film spec, but they hit thicker film harder in absolute dollars. A downgauging audit is the lever that converts resin pressure into a smaller invoice instead of a larger one.
What if I am already running thin film?
The thickness is one variable. Tube diameter and formulation are the other two. A plant running thin film at an oversized tube diameter still has headroom. A plant running thin mono film when the load actually performs better with a three-layer co-extruded film also has headroom. The audit looks at all three variables, not just thickness.
The bottom line
Most plants are over-specified on stretch hood film. The over-specification was set years ago, has not been revisited, and is costing 15 to 30 percent more per pallet than it needs to.
The fix is not capital. It is engineering time and a film trial. The math wins twice on the weight side of the invoice, and a correctly executed downgauge often improves load stability at the same time.
In the current resin price environment, this is the highest-ROI conversation a plant manager can have this quarter. It costs nothing to start.

BIO LINE: Reporting and analysis prepared for MSK Covertech. MSK Covertech is a German-owned manufacturer of stretch hood and shrink hood end-of-line packaging equipment, founded in 1975, with over 6,500 systems installed worldwide and US operations led by Braden Camp out of Acworth, Georgia.
Ready to find your packaging partner?
Join hundreds of manufacturers and buyers already using PackageLink to streamline their sourcing process.