
The Labor Math Behind Eliminating Manual Pallet Wrapping
There's a person at your packaging line who shouldn't be there. This article explores the labor math behind eliminating manual pallet wrapping and why most facilities have never actually calculated it.
Not because they're doing anything wrong.
Because what they're doing, applying stretch wrap by hand, positioning corner boards, setting top frames, running strapping, managing the inconsistency that every manual packaging process produces, should have been automated years ago.
In the facilities that finally made that decision, the numbers that came back surprised the operations managers who ran them.
The investment was less than the labor.
Sometimes significantly less.
This article walks through the labor math that most facilities have never actually calculated. The four cost components hiding inside manual packaging, the dunnage arithmetic that turns a $300,000 conversation into a $1.3 million project, and the documented results MSK Covertech's project history shows when manufacturers run the math honestly.
Why is manual pallet wrapping still so common in facilities that should know better?
It isn't that plant managers don't see the problem. They see it every day.
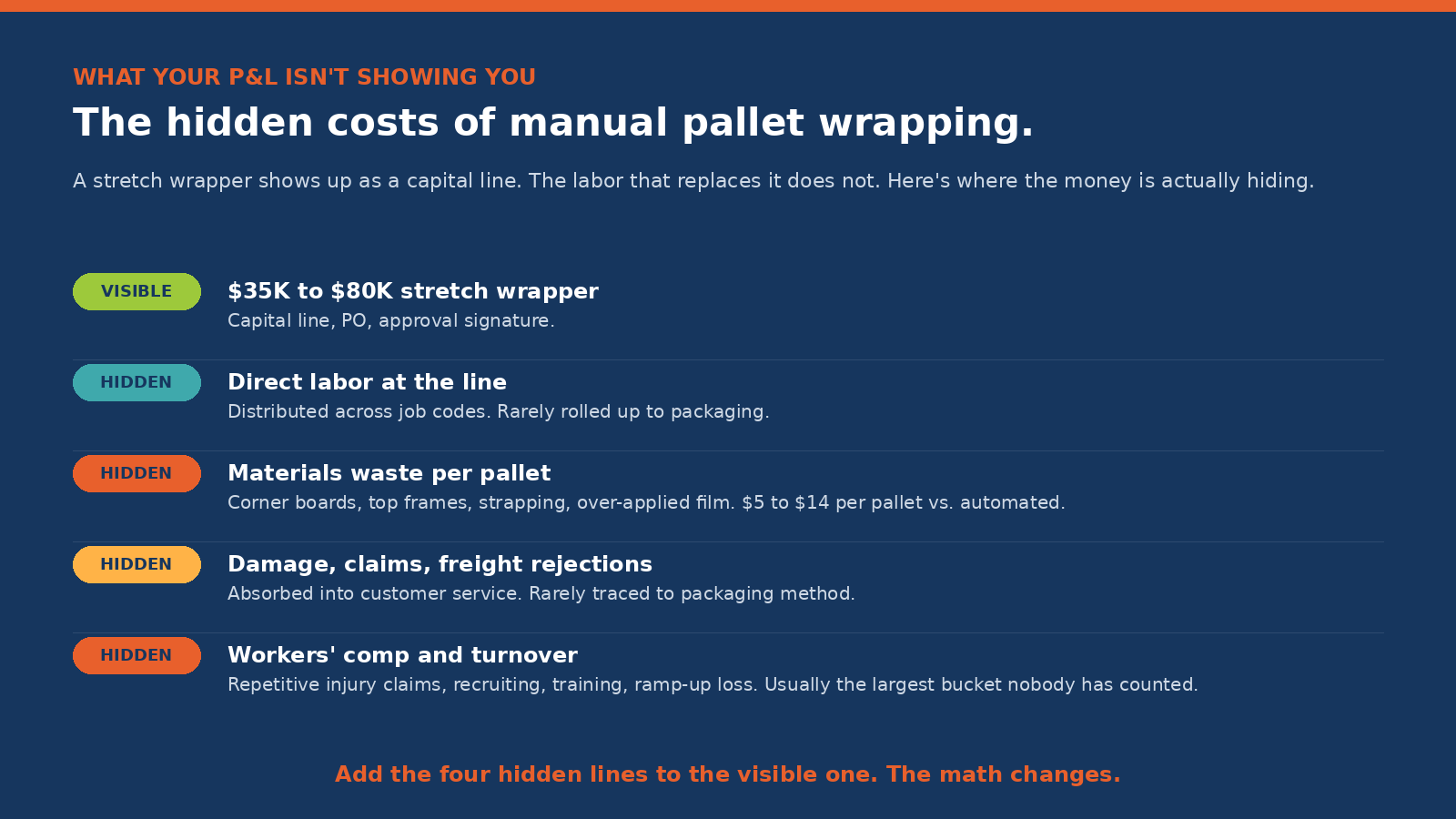
The problem is that manual packaging is invisible in the cost structure in ways that make it feel cheaper than it is.
A stretch wrapper costs $35,000 to $80,000. It shows up as a capital line. It needs a PO and an approval signature.
The three people stationed at the line applying corner boards, positioning top caps, and managing film don't show up that way. They show up as direct labor, blended across a shift, spread across the headcount, nobody's specifically tracking to packaging. The workers' comp claims show up in HR's budget. The damage shows up in customer service and freight claims.
> The reason manual packaging looks cheap is that its real cost is split across four different budget lines that nobody is adding together. When you add them together, the math changes.
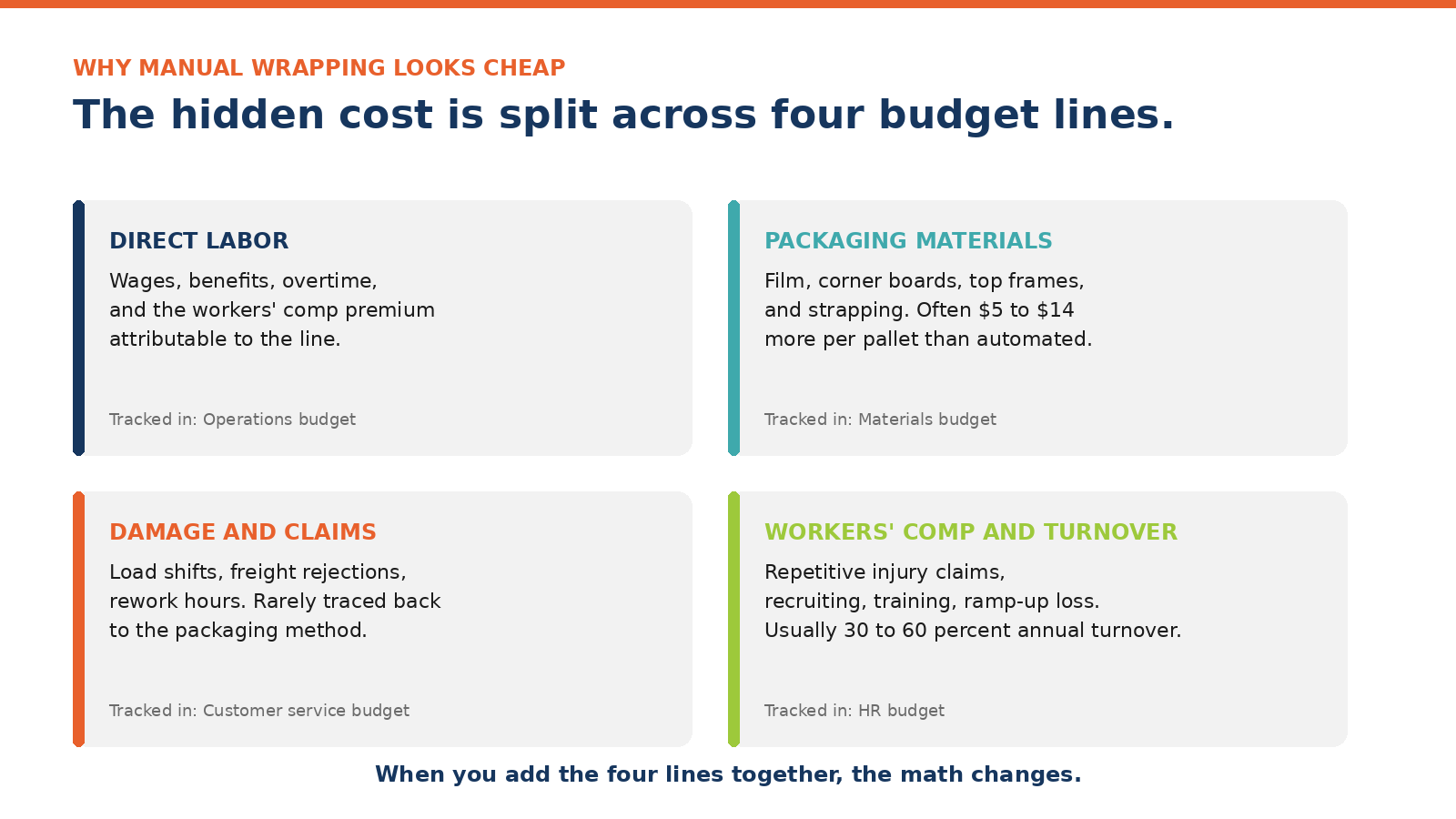
A simple diagram showing how the true cost of manual packaging is distributed across four hidden budget lines. Direct labor, materials, damage and freight claims, and workers' compensation.
What does manual pallet wrapping actually cost, and how do you calculate it?
Most facilities have calculated one of the four components. Very few have calculated all four.
1. Direct labor at the packaging line
Start with the people whose primary function, or a meaningful part of it, is applying packaging materials. Include forklift driver time spent managing the manual process. Apply fully-loaded labor cost. Wages, benefits, workers' comp premium, overtime.
This is the number most facilities have. It's also the number most facilities underestimate, because the labor is distributed across multiple job codes and rarely rolled up to "packaging line cost."
2. Packaging materials per pallet
Manual processes use more material than automated ones. More film applied inconsistently, corner boards at roughly $2 each, wooden top frames at $8 to $10 each, and vertical strapping on top of all of it.
Calculate total materials per pallet. Then calculate what a single-layer stretch hood costs per pallet. The gap is typically $5 to $14 per pallet, depending on dunnage complexity. Multiply that gap by annual pallet volume.
That's your annual materials savings opportunity. On most lines running building materials or bagged goods, there are multiple zeros in it.
3. Damage and inconsistency cost
Manual packaging produces inconsistent results. One operator applies film with more tension than another. One shift uses the corner boards correctly. The next shift skips them.
Loads packed inconsistently shift in transit, arrive damaged, or generate freight claims and customer deductions. Pull annual freight claims, returned product cost, and any deduction patterns that trace to packaging quality.
This number is rarely zero. In building materials and bagged goods it's frequently large enough to fund a meaningful portion of an automation project on its own.
4. Workers' compensation and safety
Packaging line workers are among the highest workers' comp claim generators in manufacturing. Repetitive motion, heavy film rolls, awkward positioning around moving equipment, and stretch wrap application hazards.
Pull your experience modifier and your packaging-line claim history. This cost is real, ongoing, and drops sharply when people are redeployed off the line.

A stacked-cost graphic illustrating the four components of manual packaging cost. Direct labor, materials, damage, and workers' comp add up to a total that most facilities have never summed.
When all four components are summed and compared against the cost of an automated stretch or shrink hood system, calculated on the full picture rather than the equipment price alone, the math surprises most operations managers.
What do documented automation results actually look like?
The strongest case for running this math is what's already happened in facilities that ran it.
The following are drawn from MSK Covertech's documented installation history, with named results sourced from MSK's public materials and direct conversations with US operations leadership.
A flooring manufacturer with a $200,000 materials problem
According to MSK Covertech's documented installation history, a major flooring manufacturer brought in MSK to address an end-of-line that combined manual stretch wrap with persistent dunnage cost and load-stability issues.
The result after conversion to an MSK system:
> Cost per load dropped from $3.60 to $2.28, a 37% reduction in packaging cost per pallet. Five workers reappropriated from the packaging line to higher-value roles. Annual materials savings exceeded $200,000. Throughput increased by roughly 50%.
What that result actually shows isn't just a cost reduction. It's a reallocation of human capital. The people applying stretch wrap manually were capable workers doing a job that a machine does better, faster, and more consistently. Moving them to other roles isn't a workforce reduction story. It's a workforce optimization story.
The operations leaders who frame it that way have a much easier internal conversation than the ones who frame it as headcount reduction.
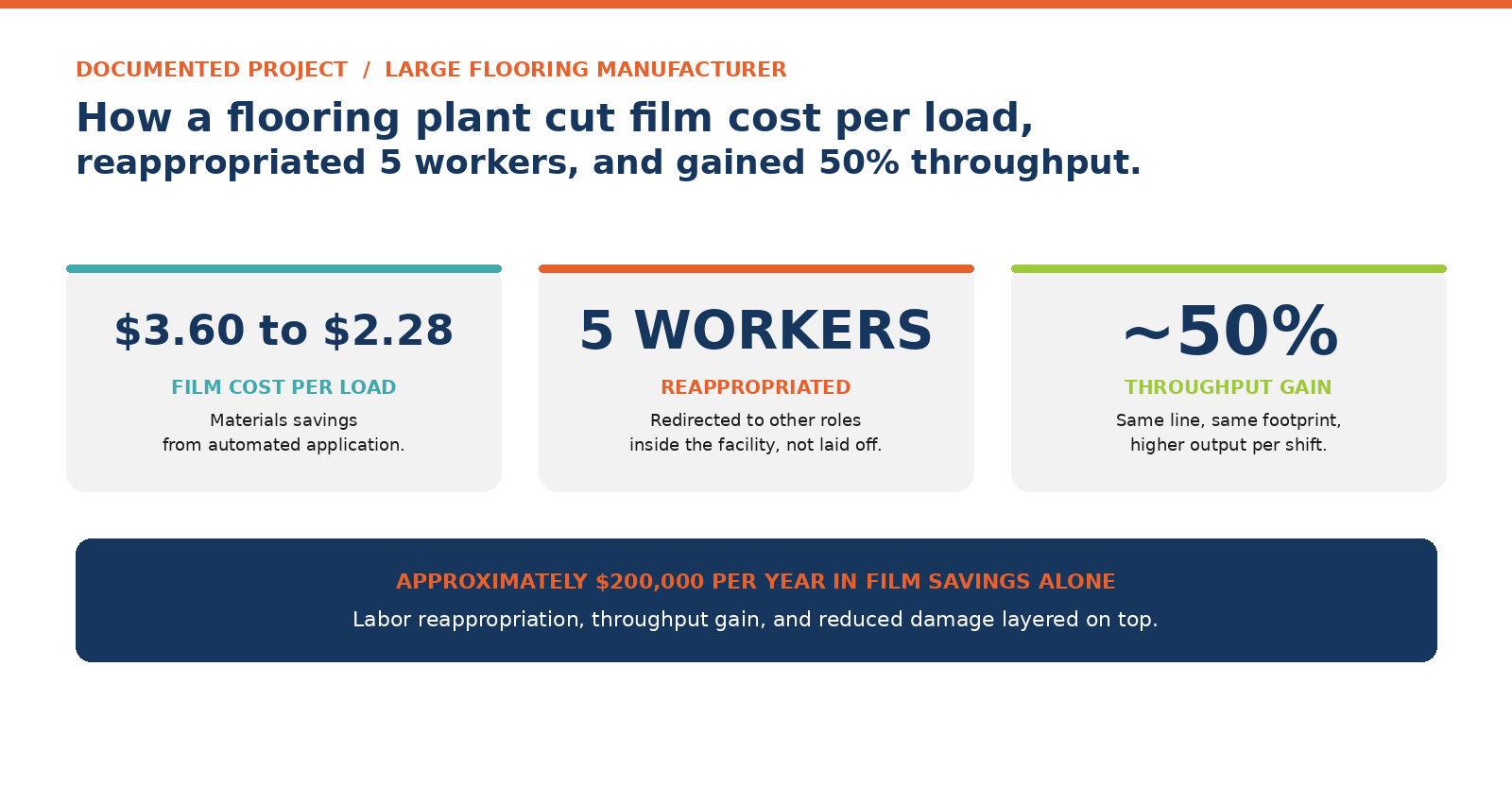
A summary card showing documented flooring manufacturer result. 37% per pallet cost reduction, 5 workers reappropriated, $200,000 + annual material savings, and 50% throughput increase
A Midwest plant where temp labor was the problem
According to MSK Covertech's documented project history, a mid-size manufacturer in Michigan operated a packaging line in an area where labor was chronically unavailable. The facility was relying on temp agencies to keep the line staffed, with high no-show rates and ongoing turnover.
After conversion to a fully automated MSK end-of-line:
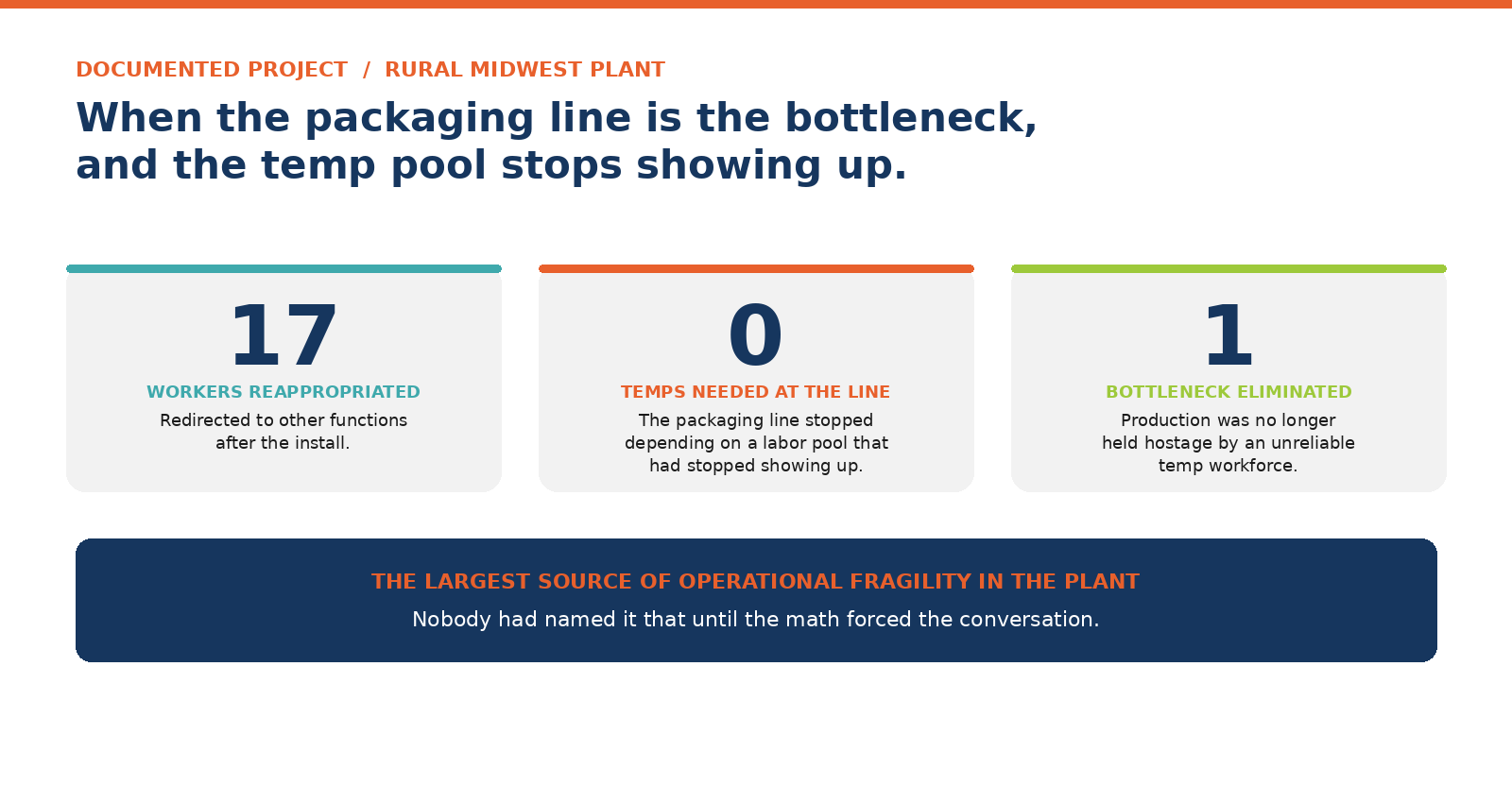
> 17 workers reappropriated from packaging to other roles in the facility. 100% temp labor dependency on the packaging line was eliminated. A single forklift operator now runs the fully automated line.
The temp labor problem at that plant isn't isolated. It's a documented national pattern. Packaging line work is physically demanding, ergonomically rough, and repetitive enough that turnover stays high and no-show rates stay significant.
> Temp labor on a packaging line is expensive labor. Agency markup on top of wage cost. Inconsistent training. Variable quality. No institutional knowledge of how the line actually runs. For any facility running temps at the packaging line, the agency markup alone, applied to the number of temps and calculated annually, often exceeds the first-year cost of an automated system.
The math rarely needs a spreadsheet to be compelling.
A simple visual contrasting the recurring annual cost of temp agency markup on a packaging line against the one-time cost of an automated MSK system.
A bagged charcoal plant where dunnage drove the project
According to MSK Covertech's documented installation history, a bagged charcoal producer, was running a manual packaging system with significant dunnage cost. Angle boards, top frames, vertical strapping, and a person stationed at the line to apply all of it.
The project that started as a $300,000 hooder conversation grew into a $1.3 million full end-of-line, including a robotic palletizer:
> Per-pallet packaging materials savings of $5 to $14 through dunnage elimination. ROI: 10 months on a $1.3 million investment. Gaylord box spacers, strapping, and manual labor were replaced by a shrink hood with compression. Scope expanded once the full end-of-line picture was assessed.
A 10-month ROI on a $1.3 million project happens when you're replacing significant per-pallet materials cost on a line running at volume. That's the dunnage elimination math, and it's the math most facilities with complex manual packaging have never run in full.

A summary card showing the documented bagged charcoal result. $1.3M project, 10-month ROI, $5 to $14 per pallet dunnage savings.
What does the dunnage elimination math actually look like?
Not every manual packaging problem is about headcount. Some of the most compelling automation cases come from facilities where materials cost, specifically the dunnage stack manual packaging requirements, is the real driver.
According to MSK Covertech's US operations leadership, the typical dunnage pallet profile looks like this:
> Angle boards on two sides at roughly $2 each. A wooden top frame costs $8 to $10. Vertical strapping in a two-by-two pattern. Stretch wrap was applied over all of it. And a person permanently stationed at the line, because none of it applies automatically. That stack costs $5 to $14 more per pallet than a stretch or shrink hood applied by an MSK system.
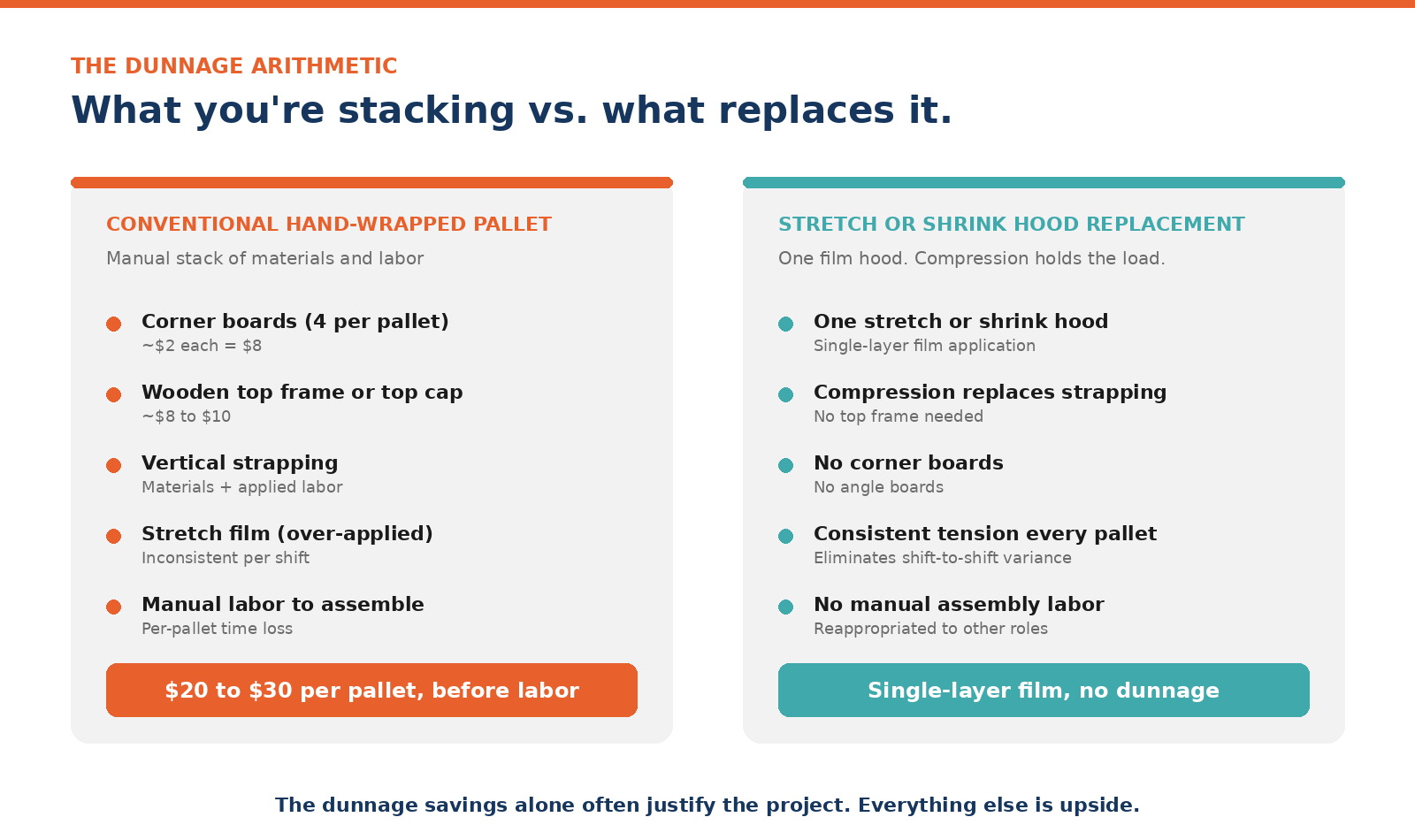
A side-by-side illustration comparing a traditional dunnage stack (angle boards, wooden top frame, vertical strapping, stretch wrap) against a single MSK shrink hood with compression replacing all of it.
On a line running 200 pallets a day, five days a week, a $7-per-pallet materials gap is a number with multiple zeros annually. Most facilities running this calculation for the first time describe the experience the same way. They didn't expect the number to be that large.
MSK's shrink hood systems specifically address dunnage elimination through compression capability. The hood holds compression while the film sets, replacing the structural function that the strapping and top frame were providing. Angle boards, top frames, and strapping are typically eliminated entirely after installation or reduced to a fraction of their previous use.
What are the hidden costs that most facilities never add to the calculation?
Three additional cost categories show up consistently in MSK project work and almost never appear in the initial ROI math.
H3: Training and turnover cost
Every new person on the packaging line requires training. If the line turns over quarterly, common for positions with high physical demand, the annual training cost is substantial. An automated system requires training once, for the one operator who runs it.
Quality control and customer-facing damage cost
Manual packaging produces variable output. In facilities where packaging quality affects customer acceptance, such as building materials inspected at the job site or products that have to arrive in a specific condition, inconsistent packaging shows up in customer relationships, not just freight claims. This cost is almost never captured in the initial ROI calculation.
Supervisory overhead
A manual packaging crew requires supervision. An automated line with one operator requires significantly less. The supervisory labor redirected away from managing a manual crew is a real cost reduction that rarely shows up in the initial analysis.
A visual callout showing the three hidden costs of manual packaging. Training and turnover, quality and customer damage, and supervisory overhead. These costs are usually missing from the ROI calculation.
What does the path from manual to automated actually look like?
The transition follows a consistent path in MSK's documented project experience.
Site visit and assessment
MSK applications engineers walk the existing line. Current throughput, load types, dunnage systems in use, available floor space, and production schedule constraints. They identify what an automated replacement looks like for that specific operation.
Technology selection
For lines running turntable stretch wrappers with manual corner boards and top sheets, the typical replacement is a stretch hood system that eliminates the turntable, top sheet, and dunnage entirely.
For more complex dunnage stacks with strapping and top frames, a shrink hood is often the right answer because the compression capability replaces the structural function of the strapping.
Scope expansion
For facilities where the labor problem extends upstream to palletizing, where people are hand-stacking or manually positioning loads, the conversation often expands to include a robotic palletizer. That's how $300,000 hooder conversations become $1.3 million end-of-line projects with 10-month ROI windows.
Installation and commissioning
MSK technicians handle installation directly, not through subcontractors. Training happens on-site during commissioning. MSK does not leave until the team is comfortable running the system.
When does automated pallet packaging not make sense?
Not every manual packaging operation should be replaced with a fully automated MSK system. The honest fit-test:
Under 20 pallets per hour
The economics of a fully automated system are difficult to justify below 20 PPH. A semi-automatic solution or a targeted dunnage reduction program may produce better returns at a lower investment.
Standard loads, enclosed trailers, indoor storage only
If the product ships in enclosed trailers with no load stability issues and no weather exposure, and the current equipment is running without significant claims or labor problems, the case for full automation is harder to make.
Genuinely modest production volume
A small-scale operation where one person handles packaging part-time isn't the right candidate for a $500,000+ automated system. The investment threshold doesn't justify it.
> MSK will tell a prospective customer when the math doesn't work. The evaluation is built to produce an honest answer, not a sale. Most cannot say that. MSK can.
Frequently Asked Questions
How long does it take to see ROI on an automated pallet packaging system?
It depends on the current cost structure. For facilities with significant manual labor at the packaging line and high dunnage cost, MSK's documented project history shows ROI windows of 10 to 24 months on projects that capture labor, materials, and damage reduction simultaneously. According to MSK Covertech's documented installation history, the large charcoal end-of-line, a $1.3 million project, returned ROI in 10 months. The flooring manufacturer installation produced over $200,000 in annual materials savings alone, before the value of labor reallocation is even included.
What happens to the workers currently doing manual packaging?
In MSK's documented project experience, reappropriation rather than elimination is the consistent outcome. Workers who have moved off the packaging line are redeployed to other roles in the facility where they add more value and where the physical risk profile is lower. The Michigan plant project reappropriated 17 workers. The flooring manufacturer reappropriated 5. None of these were workforce reductions. They were workforce optimizations. The framing matters internally. "We are redeploying these people to better roles" is a different conversation than "we are eliminating headcount."
What is the minimum throughput that justifies a fully automated MSK system?
20 pallets per hour is the general threshold below which a fully automated system becomes difficult to justify. Above 20 PPH, the math starts to work. Above 60 PPH, it works clearly. The specific calculation depends on current labor cost, dunnage cost, and damage cost, and MSK's evaluation process produces that calculation for the specific operation.
Can MSK replace an existing Lachenmeier or Möllers stretch hooder?
Yes. MSK's installed base includes facilities that previously ran competing equipment from manufacturers like Lachenmeier and Möllers. The conversion path (assessment, replacement scope, controls integration, and on-site commissioning by MSK technicians rather than subcontractors) is well-documented in MSK's US project history. The decision usually turns on parts availability, support response time, and whether the existing system can still be cost-effectively maintained.
Can automated stretch hooding replace corner boards and strapping entirely?
In most building materials and bagged goods applications, yes. The stretch or shrink hood provides the structural containment that the dunnage stack was compensating for. Angle boards, top frames, and strapping are typically eliminated entirely after installation or reduced to a fraction of their previous use. The material savings from dunnage elimination alone often justify a significant portion of the system investment.
What does the internal business case look like for getting this approved?
The most effective internal cases combine all four cost components (labor, materials, damage, and workers' comp) into a single annual cost number, then compare that number to the annualized investment cost. The ROI window is calculated from that comparison. Supporting the case with industry references, meaning facilities in similar industries that have made the switch, accelerates internal approval.
How do I start the evaluation without committing to anything?
The starting point is a conversation about your current operation. Throughput, product type, current packaging method, and the specific costs you're trying to address. From there, a site visit produces an honest assessment of what automation looks like for your specific facility and whether the economics make sense. Nothing is committed until you decide to commit.
The bottom line
The person at your packaging line is costing you more than their wage.
Workers' comp exposure. Training turnover. Material inconsistency. Supervisory overhead. The damage manual processes produce.
Add those numbers together. All of them.
Then compare that total to what an automated end-of-line costs, annualized, financed if necessary, against the full savings picture.
The facilities that have done that math have consistently arrived at the same conclusion.
The investment was less than the labor.
Sometimes significantly less.

Talk to Emma, MSK's AI sales agent on the Specialized Packaging Authority Marketplace, available 24/7, trained on MSK's complete product line, customer history, and competitive landscape.
ABOUT MSK COVERTECH
MSK Covertech is a German-owned, family-run packaging equipment manufacturer founded in 1975. Over 6,500 systems installed worldwide. US operations led by Braden Camp out of Acworth, Georgia.
Published by Specialized Packaging Authority | SpecializedPackagingAuthority.com
Ready to find your packaging partner?
Join hundreds of manufacturers and buyers already using PackageLink to streamline their sourcing process.