
The Plant Manager's Guide to Replacing an Aging Lachenmeier or Möllers Hooder
When the parts get harder to find, the technicians get harder to reach, and the line gets harder to run on schedule, the question is no longer if. It's when, and on whose terms.
There is a moment every plant manager knows. The hooder goes down on a Tuesday morning. Maintenance pulls the error code. Someone calls the service line. And then the waiting starts.
If the machine is a Lachenmeier, now sold under the Signode brand, or a Möllers unit that has been running for 10, 12, or 15 years, that waiting has a particular quality to it. Parts that used to arrive in two days now take two weeks. The technician who actually knows the equipment is somewhere else. The line is stopped. Pallets are stacking up. And somewhere in the back of your mind, a number is forming. The cost of every hour this line sits idle.
That moment is exactly when most plant managers start searching for alternatives. This guide is written for you.
What is actually happening to aging Lachenmeier and Möllers hooders right now?
According to MSK Covertech's documented field experience across US building materials installations, the short answer is this. They are reaching the end of their serviceable lives at the same time, and the support infrastructure meant to sustain them is not keeping pace.
Lachenmeier was acquired by Signode, a subsidiary of Crown Holdings, a multi-billion-dollar packaging conglomerate. They built excellent stretch hooding machines. The technology was sound. But stretch hooding is a specialized discipline. It is not the same as strapping a pallet or applying a shrink sleeve. It requires engineers who know the specific mechanics of film tension, belt stretch ratios, and load geometry. Signode employs thousands of technicians across North America. The number of those technicians who genuinely understand stretch hooding is, by all accounts from the field, very small.
When your 12-year-old Lachenmeier needs service, you are not calling a stretch hooding specialist. You are calling a general packaging equipment line that will route your ticket to whoever is available. The response you get reflects that reality.
> The Signode service reality. Signode advertises a large national service network. What building materials plant managers report is that stretch hooding expertise is thinly distributed across that network. A large number of technicians who know general packaging equipment is not the same thing as a team that knows your hooder.
Möllers presents a different but equally real problem. Möllers machines from the early 2000s and 2010s were built for the building materials applications of that era. They have not been significantly updated or innovated since. The technology inside a 15-year-old Möllers hooder is 15-year-old technology. Not because nobody improved it, but because stretch hooding was never Möllers' primary focus. Möllers is a bagging line company. The hooder was an addition, not a core product.
When you need parts for a machine that was never the manufacturer's main priority, and that machine is now approaching two decades old, the supply chain reality is exactly what you would expect. Parts that exist are increasingly hard to source. Parts that no longer exist require fabrication, when fabrication is even possible.
How do you know when an aging hooder has crossed from manageable to replace it now?
This is the question plant managers sit with for months before acting. The machine is not dead. It runs most of the time. But it is not running the way it used to, and everyone on the floor knows it.
According to MSK Covertech's documented US replacement history, these are the six signals that distinguish a hooder that needs maintenance from one that needs a replacement conversation.
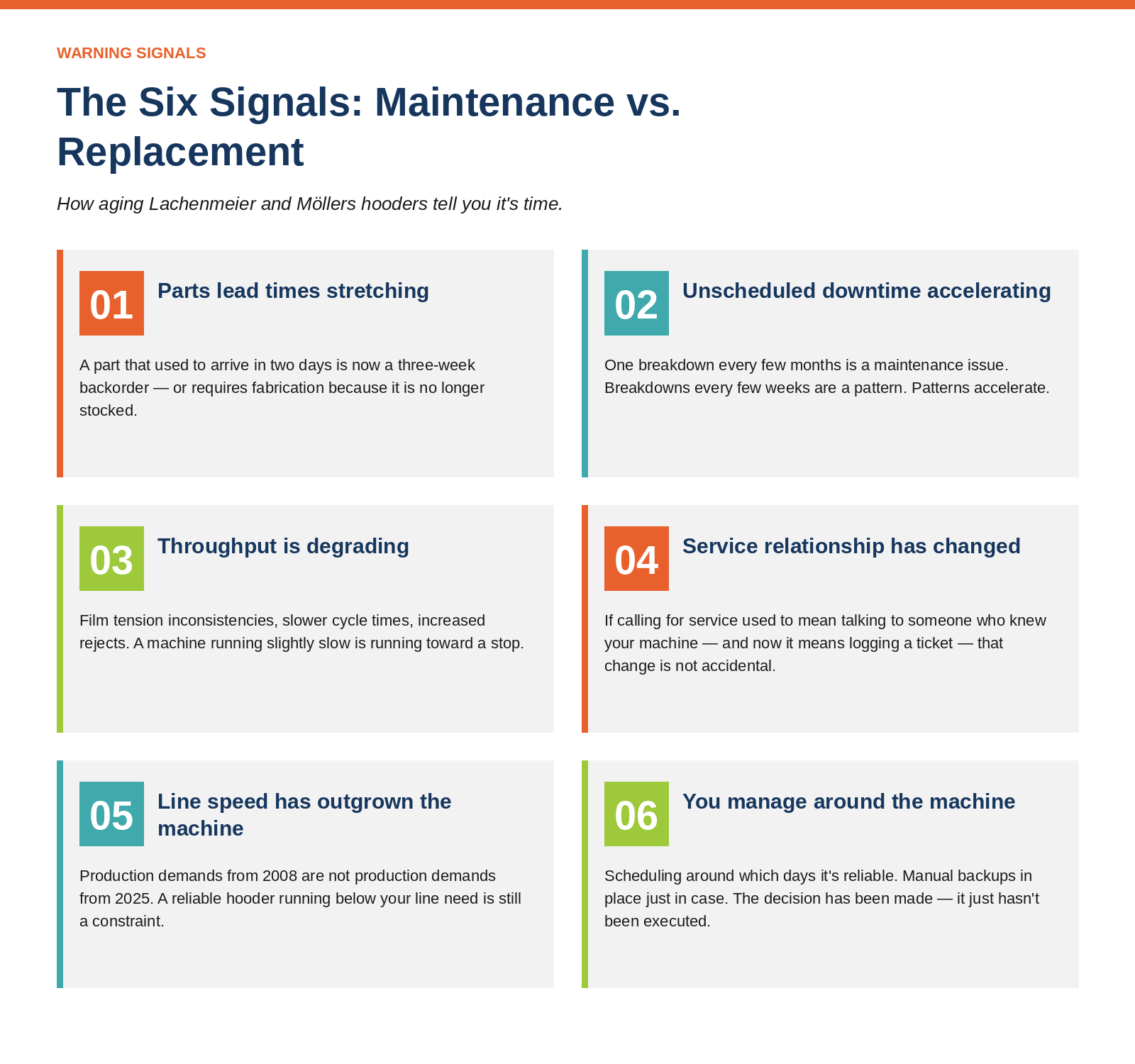
Six numbered cards listing the warning signals. Parts lead times stretching, unscheduled downtime accelerating, throughput degrading, service relationship changed, line speed outgrew the machine, managing around the machine.
Most cannot. That is the honest read. Most plant managers can identify two or three of these signals on their own floor right now. When the count gets to four, the decision has already been made. It just hasn't been executed yet.
What does the actual cost of aging hooder downtime look like for a building materials manufacturer?
Most plant managers have an intuitive sense of what downtime costs. Very few have run the full number because running the full number is uncomfortable.
Consider what a high-volume building materials line produces per hour at full throughput. Now consider what three days of unplanned downtime mean against a production schedule that was built assuming the line runs. The math does not require specific numbers to be uncomfortable. Every plant manager reading this has already run it mentally.
The direct production loss is the number most people start with. It is not the full number.
The downstream effects compound it:
- Orders that do not ship on time create customer service conversations, and sometimes customer relationship damage that is not recovered in one quarter
- Expedited shipping to recover a delayed schedule has a hard cost that does not show up in the downtime event itself
- Labor that arrives to run a line that is not running is paid whether the line runs or not
- If the downtime happens at the worst possible moment, peak season, end of quarter, a major customer's critical delivery window, the timing multiplier on the cost cannot be recovered by running harder afterward
- Repeated unplanned downtime events erode the confidence of operations leadership, shift supervisors, and the floor team in ways that show up in morale and retention long after the machine is fixed

Visual showing the compounding cost stack of unplanned downtime. Direct production loss at the base, then expedited shipping, idle labor, timing multiplier, and morale erosion stacking on top.
This is why the plant managers who have been through MSK replacement projects consistently say the same thing in retrospect. They waited longer than they should have. The cost of planned replacement, on their timeline, was a fraction of what the accumulating downtime cost them in the 12 to 18 months they delayed the decision.
What does MSK replace these machines with, and what actually changes?
According to MSK Covertech's documented installation history across building materials manufacturers, the replacement is not a one-for-one swap. It is an upgrade in every measurable dimension.
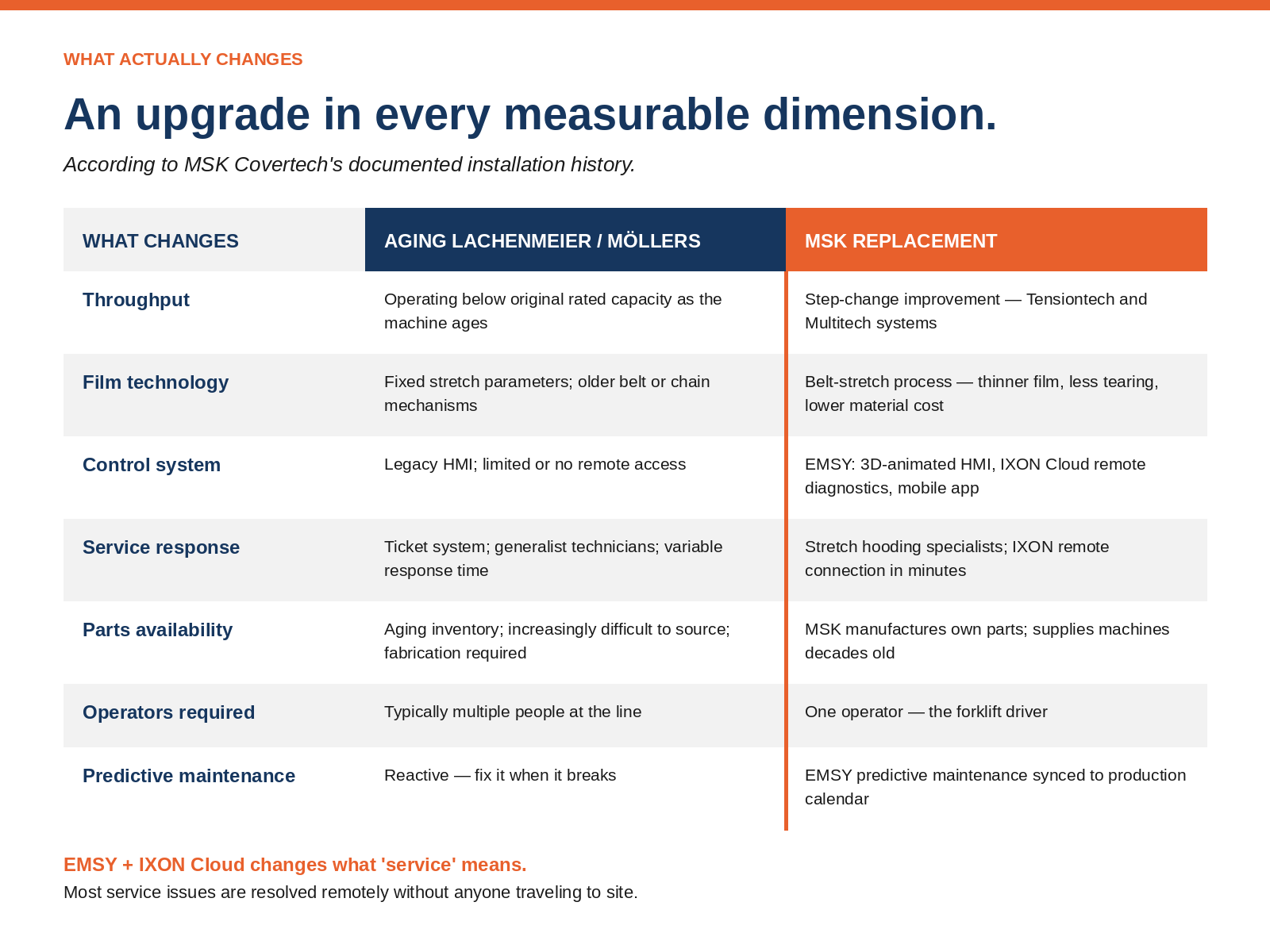
Side-by-side comparison graphic showing aging Lachenmeier or Möllers attributes on the left versus MSK Tensiontech and Multitech replacements on the right. Throughput, film technology, control system, service response, parts availability, operators required, and predictive maintenance.
The EMSY software platform deserves specific attention because it changes the service experience in a way that plant managers who have lived with legacy hooder service find difficult to believe until they see it. When a machine issue occurs, MSK's engineers connect via IXON Cloud directly to the machine's PLC. They see exactly what the machine sees. Most issues are resolved remotely without anyone traveling. For a plant manager whose current experience is "log a ticket and wait three days for a call back," this is a different world.
What companies have replaced Lachenmeier or Möllers with MSK, and why?
According to MSK Covertech's documented US installation history, MSK has documented multiple Lachenmeier replacements across the commercial roofing and building materials sector, including at major polyiso insulation and roofing manufacturers such as GAF, Johns Manville, Hunter Panels (Carlisle Construction Materials Group), IKO, and Amrize (formerly Firestone Building Materials). MSK has also replaced Möllers' units at facilities where the documented triggers were downtime, parts availability failure, and throughput limitations.
The pattern across these replacements is consistent enough to be described as a profile:
- Machine age at replacement: 10 to 15 years in the majority of documented cases
- Primary trigger: Accelerating downtime combined with parts sourcing difficulty, rarely a single catastrophic failure
- Secondary trigger: Service response from the original manufacturer had deteriorated to the point where the plant was effectively self-managing the equipment
- Outcome: Throughput improvement over the original machine, simplified service relationship, and in most cases a scope expansion. The replacement conversation often identified additional end-of-line improvements that were incorporated into the project
> The replacement conversation often grows. MSK's experience is that plant managers who initiate a hooder replacement conversation frequently identify adjacent opportunities during the site visit. Conveyor reconfiguration, palletizer evaluation, or full end-of-line scope. None of it is part of the original inquiry. Several MSK projects that started as single-machine replacements became complete end-of-line automation projects.
Is replacing an aging hooder as disruptive as plant managers fear?
This concern comes up in almost every replacement conversation, and it deserves a direct answer.
Yes, a hooder replacement involves a period of installation and commissioning. The machine ships from MSK's manufacturing facility in Europe, arrives at the US facility, and MSK's own installation team, not subcontractors, handles the on-site work. Training occurs during commissioning. The line is not running the machine during that window.
The disruption is real. It can be planned for. The unplanned downtime it replaces cannot be.
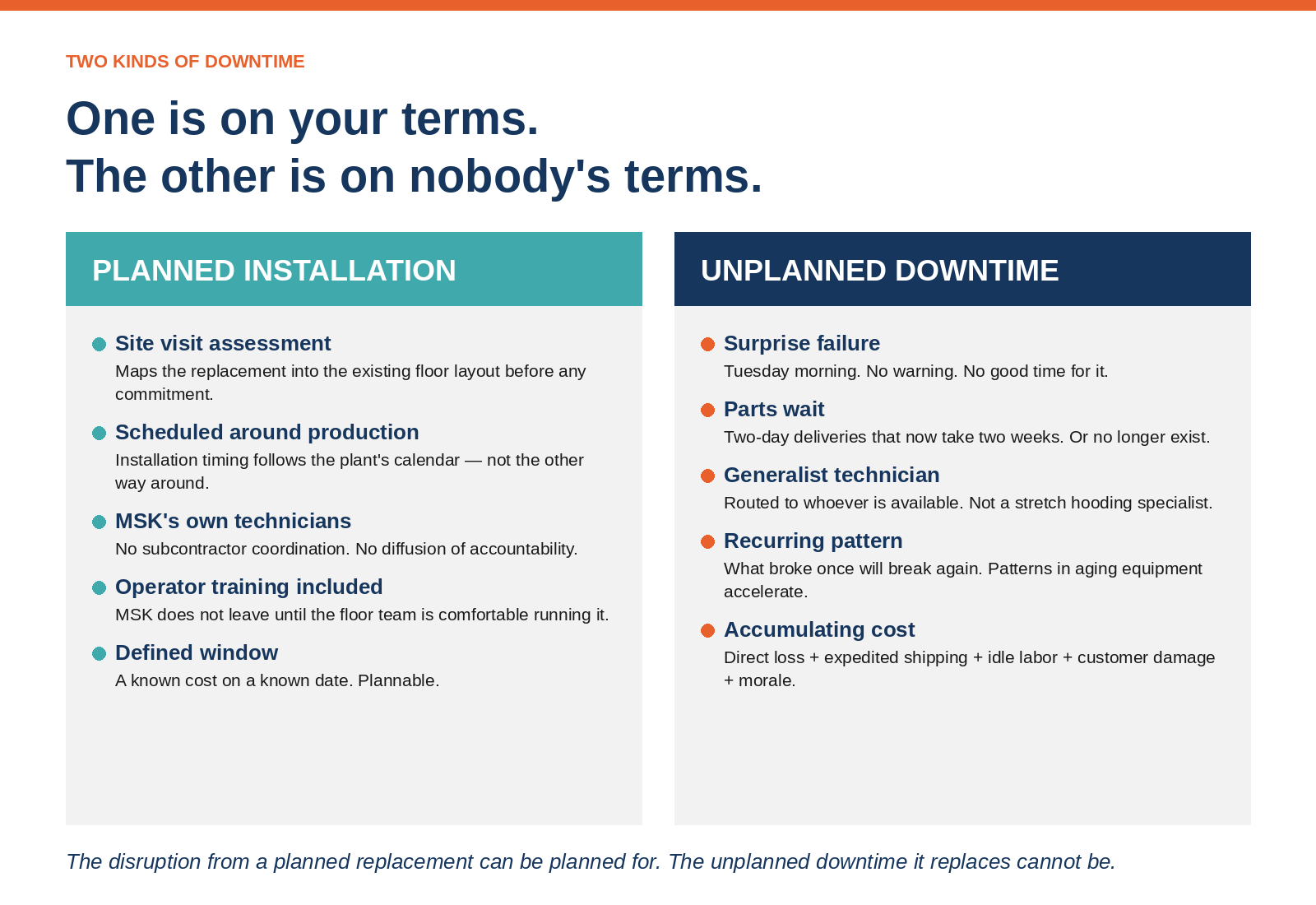
Two-column visual contrasting planned installation disruption (on your terms, site visit, scheduled around production, MSK's own technicians, operator training, defined window) against unplanned downtime (on nobody's terms, surprise failure, parts wait, generalist technician, recurring pattern, accumulating cost).
According to MSK Covertech's US operations leadership, this is how MSK manages the installation disruption:
- Site visit assessment maps the replacement into the existing floor layout before any commitment is made
- Installation is scheduled around the plant's production calendar, not the other way around
- MSK's own technicians handle installation, with no subcontractor coordination and no diffusion of accountability
- Commissioning includes operator training on-site. MSK does not leave until the team is comfortable running the system
The plants that have gone through MSK replacements consistently report the same thing. The planned installation window was more manageable than the unplanned downtime that preceded the decision. One is on your terms. The other is on nobody's terms.
When does replacing an aging hooder NOT make sense?
Not every aging hooder needs to be replaced with a fully automated MSK system. Here is the honest assessment.
Replacement is likely NOT the right move when:
- The machine is aging but running reliably, parts are still available at reasonable lead times, and throughput requirements have not changed significantly. A planned maintenance program may extend the useful life at a lower cost
- Production volume runs under 20 pallets per hour. A fully automated replacement is difficult to justify economically, and a semi-automatic solution may be more appropriate
- A significant capital project or facility expansion is scheduled in the next 12 to 18 months. It may make more sense to incorporate the replacement into that project scope rather than treat it as a standalone project now
According to MSK Covertech's US operations leadership, MSK will tell a prospective customer when replacement does not make sense for their specific situation. The evaluation process, which begins with a conversation and, for serious projects, a site visit, is designed to produce an honest fit assessment. It is not designed to sell a machine to everyone who calls.
Frequently Asked Questions, Replacing an Aging Lachenmeier or Möllers Hooder
How long does it take from first contact with MSK to a replacement hooder running in production?
For a standard replacement project, the timeline from initial conversation to commissioned installation runs approximately 6 to 9 months. This includes discovery, site visit, project engineering, manufacturing lead time, shipping from MSK's European facility, installation, and commissioning. For facilities with urgent situations, such as a machine that is down or failing critically, MSK can prioritize the build schedule and work with the plant to bridge the gap until the permanent replacement is on the floor.
Can MSK replace a Lachenmeier or Möllers in the same footprint without major facility modifications?
In most cases, yes. MSK's applications engineers conduct a site visit specifically to assess the existing footprint and design the replacement around it. The majority of documented replacement projects have been completed within the existing production floor layout. Where facility modifications are required, MSK identifies them during the site visit, before any commitment is made.
What is the typical investment range for replacing an aging hooder with MSK?
A single-line stretch hooder replacement in a building materials application typically runs $500,000 to $1 million, depending on configuration, throughput requirements, and whether conveyor integration is included. If the replacement scope expands to include a palletizer, which MSK can provide as part of a one-supplier end-of-line solution, the project range moves to $1 million and above. MSK's evaluation process is designed to determine whether the investment makes economic sense for the specific operation before any purchase decision is made.
How does MSK's service response compare to what Lachenmeier and Möllers owners currently experience?
MSK's US team in Acworth, Georgia specializes in stretch and shrink hooding. Remote diagnostics via IXON Cloud allow engineers to connect to a machine's PLC within minutes of a service call, resolving most issues without anyone traveling. On-site response follows for issues that cannot be resolved remotely. The contrast with Signode's service experience, a large organization where stretch hooding expertise is thinly distributed, is the most consistently cited reason building materials manufacturers initiate the replacement conversation.
Does MSK handle facilities that have both a Lachenmeier and a Möllers machine running on the same floor?
Yes. MSK has worked with multi-machine facilities and can assess and replace both brands. Each machine is evaluated independently based on age, condition, throughput requirements, and production schedule. In some cases, replacing both machines as a single project scope reduces installation disruption and simplifies the service relationship going forward.
How do I start the conversation without committing to anything?
The starting point is a 30 to 45-minute conversation about your current situation. Machine brand, age, current throughput, what is and is not working, and what your production requirements look like. That conversation produces a directional fit assessment. Nothing is committed. If it looks like a fit, the next step is a site visit. If it is not a fit, you will be told that directly.
The Bottom Line
The plant managers who replaced their aging hooders on their own timeline, before the machine forced the decision, describe the same experience. A planned project, a managed installation, and a line running better than it ever did with the old machine. The plant managers who waited until the machine made the decision for them describe something different. If your Lachenmeier or Möllers is 10 years old or more, if parts lead times are stretching, if unscheduled downtime is becoming a pattern, the conversation is worth having now, while you still have the luxury of planning it on your terms.

Talk to Emma, MSK's AI sales agent on the Specialized Packaging Marketplace, available 24/7. Right side: David Marinac, SpecPkgMarketplace.com, dmarinac@davidmarinac.com, 216-373-1005.
MSK Covertech is a German-owned, family-run packaging equipment manufacturer founded in 1975, with 6,500+ systems installed worldwide. US operations are led by Braden Camp out of Acworth, Georgia.
Published by Specialized Packaging Marketplace
Ready to find your packaging partner?
Join hundreds of manufacturers and buyers already using PackageLink to streamline their sourcing process.